



视觉检测项目最容易卡在“标准谁来定”

很多视觉检测项目,表面看是“识别不稳定”“漏判率太高”“误判太多”,但真正的根因往往不是相机参数不够,而是合格标准没有先定清楚。
我在项目现场见过最常见的情况是:
- 工艺部关心能不能反映工艺波动,标准希望“严格一点”;
- 质量部关心风险边界,标准希望“再严一点”;
- 生产部关心节拍和停线,标准希望“不要太敏感”;
- 最后设备上线后,大家都觉得系统“不好用”。
问题不在视觉检测本身,而在于:“什么叫合格”没有被量化成可执行的检测标准。
一、视觉检测项目最容易卡住的,不是算法,而是标准边界
视觉检测的本质,是把人眼判断变成机器判断。难点不只是“看见”,而是“判定”。
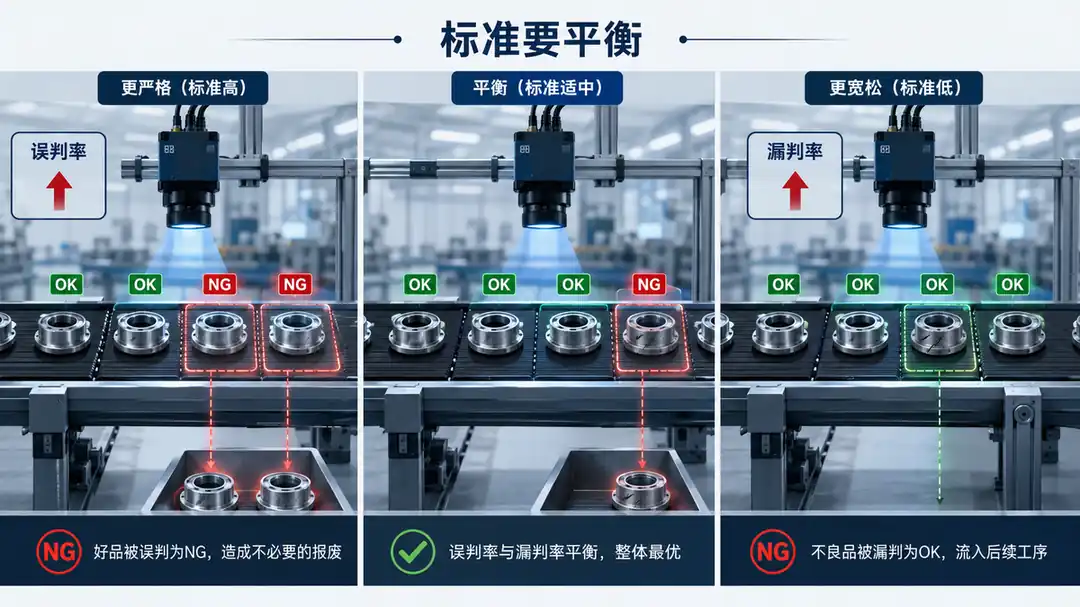
如果标准模糊,系统就会陷入两难:
- 标准太严,误判率上升,合格品被拦截,生产端会反感;
- 标准太松,漏判率上升,不良品流到下游,质量风险扩大。
所以视觉检测项目真正的第一步,不是调曝光,也不是调阈值,而是先回答三个问题:
- 检测对象是什么?字符、二维码、条码、标签位置、包装缺陷、装配缺失,还是表面污染?
- 缺陷边界怎么定义?允许偏移多少?允许污点多大?字符缺笔到什么程度算不合格?
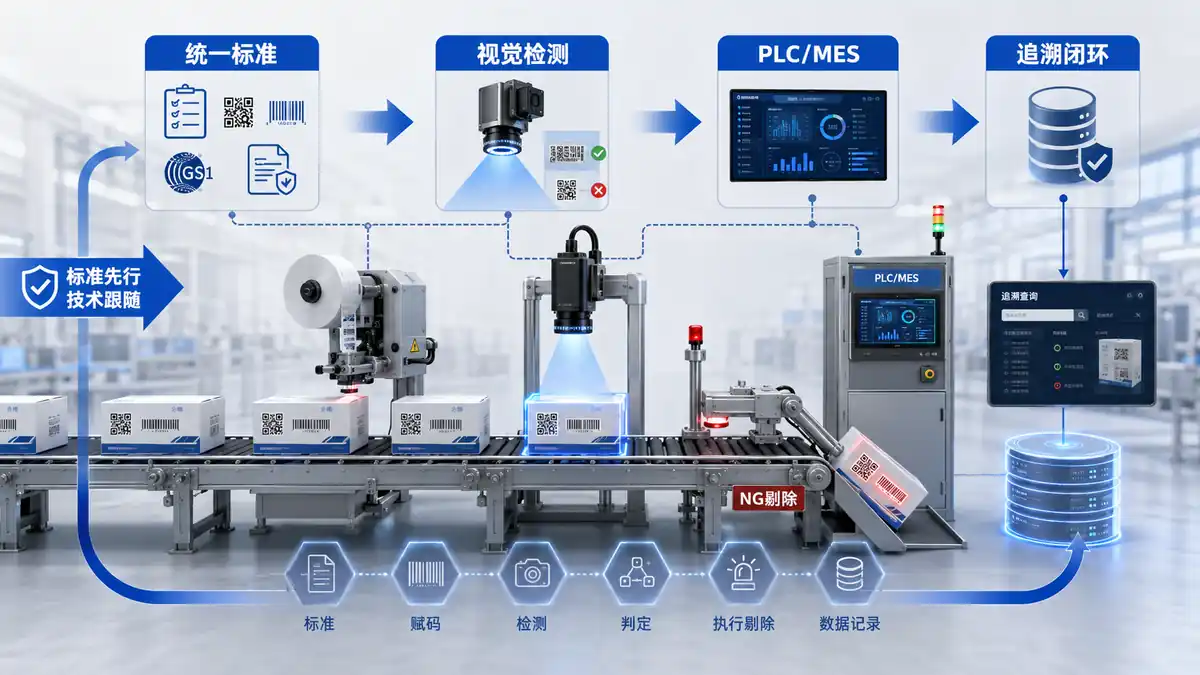
- 判定结果给谁用?只做报警、自动剔除,还是要和追溯系统、PLC、MES 联动?
这三个问题不先定,后面所有“参数优化”都只是补救。

二、为什么工艺部、质量部、生产部常常说不拢
1)工艺部看“过程能力”
工艺部更关注的是:这个缺陷是不是工艺波动造成的,能不能通过设备和工艺参数改善。
例如标签偏位,工艺部会问:
- 是贴标位置问题,还是输送速度问题?
- 是材料变形,还是机械定位误差?
- 这个偏移是偶发,还是规律性偏差?
工艺部的视角是“过程控制”。
2)质量部看“放行风险”
质量部更关注的是:这个产品能不能放行,是否存在批量风险,是否影响追溯与客户投诉。
质量部往往倾向于:
- 只要超出边界就判不合格;
- 宁可多拦一点,也不要漏掉。
质量部的视角是“风险控制”。
3)生产部看“节拍与稳定性”
生产部最怕的是:
- 误判导致频繁停线;
- 调试周期过长;
- 设备对环境太敏感。
生产部关注的是:
- 能不能稳定跑满节拍;
- 换班、换料、换批后是不是还要重新大调;
- 现场人员能不能维护。
生产部的视角是“可运行性”。
4)三个部门的冲突,最后都落到标准文本上
如果没有一份统一的判定标准,项目会反复回到一句话:
“这个到底算不算合格?”
而这句话,恰恰是视觉检测项目最难的地方。
三、视觉检测标准应该怎么定:先定“判定逻辑”,再定“设备参数”
我建议把标准拆成四层,而不是一句“拍清楚一点就行”。
第一层:对象标准
先明确看什么。
比如在工业标识和标签检测里,常见对象包括:
- 字符是否完整;
- 二维码是否可读;
- 标签是否贴正;
- 是否缺标、错标、重贴;
- 打印内容与生产批次是否一致。
第二层:缺陷标准
再明确什么是缺陷。
这里一定要写成可执行的规则,而不是描述性语言。比如:
- 位置偏差超过某范围判不合格;
- 缺笔、断线达到某程度判不合格;
- 码面污染遮挡关键区域判不合格;
- 标签褶皱、气泡、翘边超出允许范围判不合格。
注意,这些不是设备自己“判断出来”的,而是业务部门共同定义出来的。
第三层:处置标准
判定后怎么处理。
常见动作包括:
- 仅报警;
- 自动剔除;
- 自动停机;
- 触发复检;
- 写入追溯系统;
- 与 PLC / MES 联动反馈。
如果系统只会“报错”,不会“处置”,那它很难真正融入产线。
第四层:追溯标准
每一次检测结果要不要留痕?留什么?
对于医药、食品饮料、电子制造这类场景,通常不能只看“当下合格”,还要考虑:
- 检测时间戳;
- 图片或结果记录;
- 产线批次;
- 操作班次;
- 不良类型统计。
这也是为什么很多视觉检测项目最后会和追溯系统绑定。因为真正落地后,客户要的不只是“拦截”,还有“证明这批为什么合格”。
四、误判率和漏判率,不能只看数值,要看代价结构
现场常听到一句话:“误判太高了”或者“漏判太危险了”。但这两个指标,不能脱离产线代价单独讨论。
1)误判率高,会带来什么
- 合格品被拦截;
- 返工和复判增加;
- 产线节拍下降;
- 操作员对系统失去信任。
2)漏判率高,会带来什么
- 不良品流入下游;
- 返修成本增加;
- 客诉风险上升;
- 追溯链条失效。
所以标准设定时,必须先问:
- 这个缺陷是“必须 100% 拦截”的,还是可以通过抽检控制?
- 这个项目更怕误判,还是更怕漏判?
- 如果系统判错,代价由谁承担?
这一步不明确,算法就会被要求同时兼顾“零误判”和“零漏判”,这在现实工厂里通常是不可能的。
五、现场调试流程,决定了项目能不能从实验室走到产线
很多视觉检测项目失败,不是失败在方案设计,而是失败在现场调试流程。
一个比较稳妥的现场流程通常是:
1)先冻结样本边界
把“好样”“坏样”“临界样”分开。
这里最关键的是临界样本:
- 看起来接近合格,但又有边界风险;
- 最容易暴露标准争议;
- 也是后期调参最重要的依据。
2)先做离线验证,再做在线联调
离线阶段先验证:
- 光源是否足够稳定;
- 相机视野是否完整;
- 反光、阴影、污渍是否干扰识别;
- 材料批次变化会不会影响结果。
在线阶段再验证:
- 与 PLC 的触发时序是否同步;
- 和输送节拍是否匹配;
- 剔除机构是否跟得上;
- 报警和停机逻辑是否合理。
3)先定“拦截逻辑”,再调“敏感度”
不要一开始就把系统调得特别敏感。
建议先做到:
- 明确的重缺陷先拦;
- 模糊缺陷先记录;
- 临界缺陷做人工复核。
等现场对标准达成一致后,再逐步把临界规则收紧。
4)建立复判机制
对于争议样本,不要靠口头争论,最好形成固定机制:
- 谁复判;
- 多久复判;
- 复判结果是否回写标准;
- 是否形成版本管理。
否则标准会随着不同班组、不同主管而漂移。
六、项目推进时,最容易忽略的几个坑
1)把“设备能力”当成“标准能力”
设备可以提高识别率,但不能替客户定义合格边界。
2)只谈视觉,不谈工艺
视觉检测不是孤立系统。很多问题根源在上游:
- 印字位置不稳;
- 标签张力波动;
- 贴标机构偏移;
- 输送定位不稳定。
如果工艺本身不稳,再强的视觉检测也只能不断报警。
3)只做检测,不做追溯
没有追溯,很多数据只是“看过了”;有追溯,数据才会变成“可管理”。
4)上线后没人维护
光源老化、镜头污染、安装位移、环境振动,都会让误判漏判慢慢变差。视觉检测不是一次性交付,必须考虑维护周期。

七、结论:视觉检测项目,先统一标准,再谈技术实现
如果要用一句话总结:
视觉检测项目最容易卡住的,不是相机选型,而是“合格标准由谁定义、怎么定义、谁来维护”。
真正能落地的项目,通常不是从“设备最强”开始,而是从下面这个顺序开始:
- 先统一标准:工艺部、质量部、生产部先把合格定义写清楚;
- 再定义边界:哪些缺陷必须拦,哪些缺陷可以复核;
- 再做联动:和 PLC、MES、追溯系统形成闭环;
- 最后优化误判漏判:通过样本库、临界样、现场调试持续收敛。
对于工厂来说,视觉检测不是“买一套设备”,而是“建立一套判定体系”。
这套体系搭好了,设备才有意义;标准没搭好,再好的算法也会变成争论工具。