



为什么视觉检测联动不是“拍个照”这么简单?

在很多自动化项目里,视觉检测一开始听起来很简单:装一台相机,拍一张图,软件判断 OK 或 NG,然后把结果传给 PLC。
但真正到产线现场以后,问题往往不是“能不能拍到”,而是:什么时候拍?拍的是不是当前这个产品?图像稳定不稳定?判断结果能不能赶上节拍?NG 产品能不能在正确位置被剔除?检测数据能不能和工单、批次、序列号或追溯系统对应起来?
所以,工业视觉检测联动不是“拍个照”这么简单。它本质上是一个由工艺节拍、触发信号、光学成像、判定规则、PLC 通讯、数据回传和异常处理组成的系统工程。
尤其在激光打标、贴标检测、二维码识读、UDI 追溯、包装检测等场景中,视觉检测如果只停留在“本地识别 OK/NG”,往往很难真正支撑产线长期稳定运行。
一、视觉检测首先要定义:到底检什么?
很多项目一开始就讨论相机型号、像素、镜头、算法,其实顺序反了。视觉检测的第一步,不是选硬件,而是定义检测对象。不同检测对象,对视觉系统的要求完全不同。
1. 打标内容检测
在激光打标或喷码后,视觉系统通常要检查文字是否完整、字符是否缺笔或断笔、二维码或 DataMatrix 是否可读、打标位置是否偏移、内容是否和数据库下发的信息一致。
这类检测的重点不是“图像里有没有字”,而是标识是否满足后续识读和追溯要求。一个二维码肉眼看起来很清楚,但如果模块边缘发虚、对比度不足、局部过曝,读码器可能并不稳定。
2. 标签检测
在贴标机或打印贴标系统后,视觉检测常见对象包括标签是否存在、是否贴偏、是否歪斜、是否起皱翘边、条码或二维码是否可读,以及标签内容是否和当前产品匹配。
3. 外观缺陷检测
外观检测更复杂,比如划伤、污点、破损、异物、缺件、装配不到位等。这类检测对光源、角度、背景、产品一致性要求更高。很多时候,算法识别不稳定,并不是算法本身不行,而是成像条件不稳定。
4. 工位状态检测
有些视觉检测不是为了看外观,而是为了做工艺防错,例如产品是否到位、方向是否正确、瓶盖是否安装、盒子是否闭合、包装是否缺件、夹具是否夹紧、机械手是否放置到位。
二、触发逻辑决定了能不能拍到“对的产品”
工业视觉最怕的一类问题,是拍到了图,但拍错了时机。在静态演示里,产品放好,相机拍照,软件识别,过程看起来很顺。但在真实产线上,产品是运动的,节拍是连续的,前后工位是联动的,触发逻辑稍微不稳,就可能出现错判。
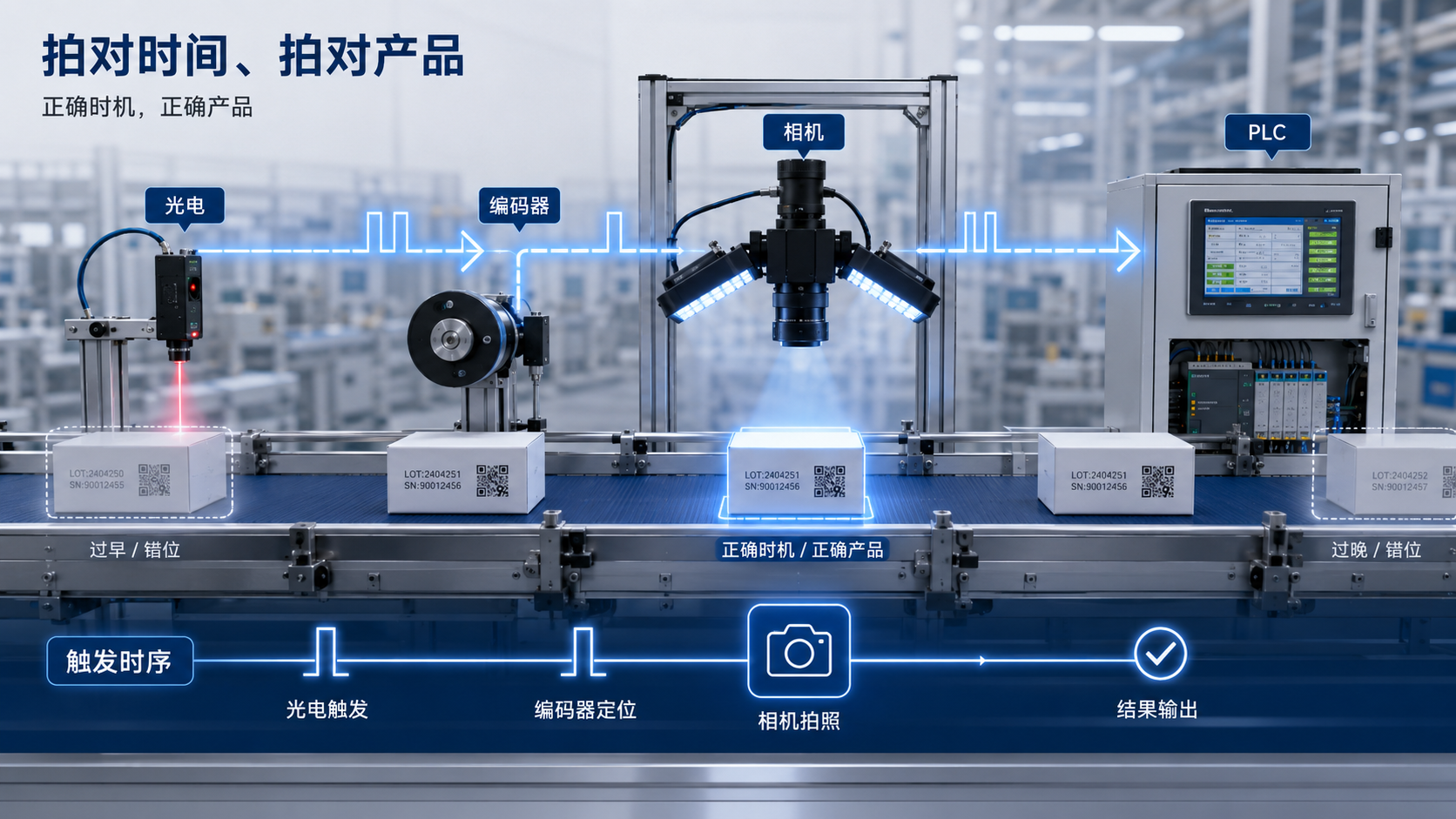
1. 光电传感器触发
产品经过固定位置时,光电传感器检测到信号,相机延时拍照。这种方式简单,适合节拍稳定、位置一致的场景。但如果产品间距不稳定、输送速度有波动,固定延时就可能导致拍照位置漂移。
2. 编码器触发
编码器可以实时反馈输送线位移,适合连续输送、飞行打标、卷膜线、瓶装线等场景。相比固定时间延迟,编码器触发更关注产品实际移动距离,因此更适合速度波动的产线。
3. PLC 逻辑触发
在自动化产线中,很多视觉检测需要由 PLC 统一协调。产品到位后,PLC 允许激光打标;激光打标完成后,PLC 触发视觉检测;视觉返回 OK/NG;PLC 控制剔除机构或放行机构动作。
这类联动最重要的是时序清楚。如果视觉判断结果返回慢了,产品可能已经越过剔除位置;如果拍照触发早了,标识还没完成;如果图像和产品编号没有对应好,追溯数据就会错位。
三、光源和成像条件,比很多人想得更重要
工业视觉里,光源、镜头、视野、曝光和安装角度,往往比相机像素更关键。视觉检测的本质,是把被检测对象拍成一张适合判定的图像,不是拍得越亮越好,而是要让目标特征稳定、明显、可区分。

金属、镀膜、铝箔、塑料亮面、玻璃瓶等材料容易出现强反光,可能需要调整光源角度、使用偏振方案,或者改变相机安装方向。透明膜、玻璃、透明塑料瓶会产生多层反射和背景干扰,需要根据检测对象设计背光、侧光或特殊角度光源。
瓶身、软袋、卷膜、弧形标签表面容易因为曲率或褶皱造成局部成像变形。激光打标场景中,如果烟雾净化不到位,烟尘和微粒还可能附着在镜头保护玻璃、光源窗口或产品表面上,长期影响成像质量。
四、判定规则不是越严越好,也不是越松越好
视觉检测系统最终要给出 OK 或 NG,但判断规则怎么定,是一个非常实际的问题。如果规则太严,误判会很多,合格品被频繁剔除;如果规则太松,漏检风险增加,质量部门又无法接受。

标签位置偏差、二维码是否可读、字符是否存在、条码内容是否匹配、是否漏贴或重贴,这些边界比较清楚的场景,通常优先用传统图像处理、读码规则、坐标判断和模板匹配。
划痕、污点、异物、破损、变形等外观缺陷,缺陷形态变化大,可以考虑深度学习模型。但 AI 需要足够样本、明确的缺陷定义、稳定的成像条件,以及后续持续维护。
工业现场不能只看算法指标,还要设计异常处理流程,例如 NG 产品是否自动剔除、是否允许人工复核、是否保存原图和结果图、是否记录误判原因、是否允许质量人员调整阈值,以及参数修改是否需要权限管理。
五、数据链路决定了视觉检测有没有追溯价值
如果视觉检测结果只显示在本地屏幕上,那它只是一个检测工位。如果检测结果能和工单、批次、序列号、设备编号、时间戳、图像记录关联起来,它才真正进入了追溯系统。

典型的数据链路是 MES 或数据库下发产品信息,PLC 协调产线节拍,激光打标机或贴标机执行标识动作,视觉系统检测标识质量和内容,检测结果回传 PLC 或数据库,异常品被剔除或报警,图像和结果记录保存供后续追溯。
这里最容易被忽视的是字段对应关系。当前图像对应哪一个产品,当前产品对应哪个工单,打标内容是否和数据库一致,视觉检测结果是否带有时间戳,NG 图片是否能追溯到具体批次,剔除动作是否和检测结果一一对应,这些都需要提前定义。
六、和打标、贴标联动时,最重要的是边界清楚
很多视觉联动项目,单机测试时都没问题,但一整合到产线就开始不稳定。原因通常不是某一台设备不行,而是系统边界没定义清楚。
需要提前明确谁是主控,打标机什么时候接收数据,视觉系统什么时候拍照,检测结果由谁判断,剔除动作由谁执行,MES 写入失败时产线怎么办,网络断开时是否允许继续生产,NG 产品是否允许复检。
七、一个可落地的视觉检测联动项目,建议按这个顺序推进
- 第一,定义检测目标。明确检字符、二维码、标签位置、外观缺陷,还是工位状态。
- 第二,定义质量标准。明确 OK/NG 的判定规则、允许偏差、读码标准和复核逻辑。
- 第三,设计光学方案。根据材料、表面、反光、曲面、视野和安装空间,确定光源、镜头和相机位置。
- 第四,定义触发逻辑。确认光电、编码器、PLC 或设备状态信号如何触发拍照。
- 第五,定义接口关系。明确视觉系统和打标机、贴标机、PLC、MES、数据库、剔除机构之间如何通讯。
- 第六,定义异常处理。包括误判复核、NG 剔除、报警、停机、数据写入失败和人工干预权限。
- 第七,做真实节拍验证。不要只做静态样品测试,要尽量模拟真实产线速度、材料状态和工位联动。
八、Lugsicher 更关注的是视觉检测闭环,而不是单点识别
在 Lugsicher 的工业标识项目中,视觉检测通常不会被单独看作一套相机系统,而是和激光打标、贴标系统、读码验证、PLC 控制、MES 对接和追溯记录一起规划。
对于医药、食品、电子、汽车零部件等场景,客户真正需要的往往不是“识别一次 OK/NG”,而是建立一套可长期运行的质量闭环:前端数据正确下发,中端标识准确执行,后端视觉稳定检测,异常产品及时拦截,检测数据可以留痕,多条产线可以复制标准。
结语
工业视觉检测的难点,不在于拍一张清晰照片,而在于让这张照片在正确时间、对应正确产品、进入正确的数据链路,并触发正确的后续动作。
如果没有稳定触发,图像就可能错位;如果没有合理光源,识别就会漂移;如果没有判定规则,误判就会失控;如果没有数据回传,结果就无法追溯;如果没有异常闭环,系统就只能停留在演示阶段。
所以,视觉检测联动真正要解决的,不是“能不能看见”,而是“能不能稳定控制”。在高端工业场景里,真正有价值的不是一台相机,而是一套能把标识、检测、剔除、数据和追溯串起来的产线闭环能力。